
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Радиопередающие устройства S - поверхность, через которую излучается тепло (S<S); С- полная теплоемкость нагревателя (С<С). Для первой прикидки тепловых режимов аппаратов можно пользоваться такими нормами: при естественном охлаждении не будет значительных перегревов, если величина рассеиваемой мощности на единицу площади p=P:S не будет пзевыщать 0,01 вт/см. При р свыще 0,01 и до Выход воздуха (жидкости)  Вход воздуха (жидкости) Рис. 20-27. Эскиз конструкции холодного шасси. 0,05 erlcjvfi требуется наличие наружного обдува с помощью вентилятора; при р до О,] вт/ст, кроме обдува, необходимо дополнительное перемещивание воздуха внутри аппарата; при р до 0,5 er/cjvfi необходимо использовать так называемое холодное щасси (рис. 20-27) или другие системы эффективного охлаждения. Использование термоэлектрических систем охлаждения целесообразно только при небольщих объемах блоков (до 1 дм). В этом случае при хорошей теплоизоляции термобатарея весом 400 г при расходе мощности от источника постоянного тока 10 вт создает перепад температур в 20-40° С. Такие устройства целесообразно применять для различных термостатов, так как прн этом получаются простые схемы управления такими устройствами. Компрессионные холодильные агрегаты с фреоном-12 могут снижать температуру внутри блока объемом 12-15 дмР на 40- 50° С при расходе мощности 100 вт и весе установки около 20 кг (холодопроизводи-тельность 6-105 дж/ч). По эффективности различные системы охлаждения можно перечислить в следующей последовательности: системы с естественным охлаждением, с принудительным воздушным, с принудительным жидкостным, системы охлаждения с использованием из- менений агрегатного состояния теплоносителя: испарение, расплавление. Все эти системы могут быть замкнутыми или открытыми. Для повышения эффективности применяют комбинации различных систем. 20-7. МОНТАЖНЫЕ МАТЕРИАЛЫ И КОНСТРУКЦИИ ЭЛ ЕКТРОМО НТАЖ Н ЫХ СОЕДИНЕНИЙ Надежность и постоянство контакта между соединительными проводниками и выводами деталей достигается свинчиванием, пайкой или сваркой при обязательной предварительной механической фиксации их положения. Основным материалом для монтажных проводников служит электротехническая медь и значительно реже -алюминий. Соединительные проводники могут быть круглого или прямоугольного сечения, сплошные, многожильные, плоские (фольговые) и пустотелые. В последнем случае в полости проводника может циркулировать охлаждающая жидкость (газ). Проводники диаметром 0,35-0,5 мм используют для монтажа малогабаритных транзисторных схем, агрегатов из контуров и клавишных переключателей и в других подобных случаях. Пользоваться проводниками диаметром менее 0,35 мм не рекомендуется из-за их недостаточной механической прочности, особенно после облужи-вания и пайки. Провода диаметром более 2 мм применяются только для монтажа сильноточной аппаратуры и в специальных случаях. Для монтажа функциональных узлов (модулей) используют одножильный провод диаметром 0,5-0,8 мм, для монтажа высокочастотных устройств с навесным монтажом диаметром 1-1,5 мм. Для надежности пайки серебреный провод применяют не только для монтажа ВЧ устройств, но и при монтаже ответственных НЧ устройств. Для изоляции таких проводников на них надеваются кембриковые (линоксино-вые) или полихлорвиниловые трубки. Для внутриблочного или межприборного монтажа применяют многожильные монтажные провода. Использование одножильных монтажных проводов в передвижной аппаратуре запрещено из-за их недостаточной устойчивости к воздействию вибраций. При одностороннем расположении деталей на плоских платах и применении дополнительных перемычек или переходных пистонов можно составить схему так, что не будет пересечения различных проводов. Это позволит в последующем применить различные виды печатного монтажа, при котором для соединений выводов деталей используется медная фольга толщиной от 0,03 до 0,1 мм. Наибольшее распространение получили два типа печатных проводников, выполненных способом избирательного нанесения или избирательного удаления металла. Вообще же в настоящее время известно до 40 различных разновидностей способов выполнения печатных соединений. При способе избирательного нанесения на гетинакс, стеклотекстолит или керамику каким-либо способом наносят проводники. 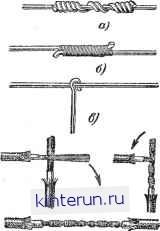 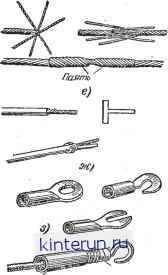 Оая/т  ширина которых должна быть не менее 1- 1,5 мм, зазоры между проводниками 0,7- 1 мм и точность контура изображения может быть получена в пределах от 0,15 до 0,3 мж. Оптимальной является толщина нанесенного проводника (при максимальном сцеплении) 0,025 мм. Удельное сопротивление Таких проводников примерно втрое выше, чем исходного материала. Преимущество способа состоит в большом выборе материалов для подложки, легкости выполнения монтажных пистонов вместе с соединительными проводниками, возможности легкого выполнения двусторонних схем. При способе избирательного удаления (травления) используется двух- или односторонний фольгарованный материал (обычно гетинакс или стеклотекстолит). Толщина Рис, 20-28. Различные виды монтажных соединений. а - скручивание двух жестких проводов; б - соединение двух жестких проводов тонкой голой проволокой; в - ответвление проводника; г - соединение двух многожильных проводов; д - разделка многожильного проводника под зажим; е - сращивание антенного канатика; ж - укрепление конца многожильного про-, вода малого сечения Т-образным наконечником; з - кабельные наконечники из листового материала; и - самодельный наконечник из жесткой проволоки. фольги от 0,02 до 0,1 мм, чаще всего 0,05 мм; щирина проводников от 0,5 мм прн зазорах до 0,2 мм и получаемой точности  Рис 20-29. Пример механического закрепления монтажных проводов. контура изображения до 0,05 мм. Удельное сопротивление проводников равно удельно- 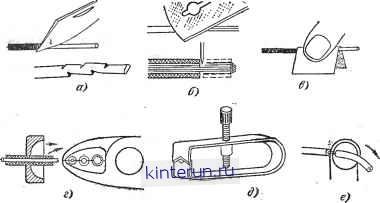 Рис. 20-30. Способы зачистки изоляции. а - ножом (внизу результат такой зачистки): 6 -лезвием от безопасной бритвы; в - наладачной бумагой; г - специальными кусачками; б - пинцетом; е -обжи- галкой. Плата OA К9 Мешална  Припой 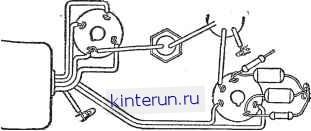 Рис. 2b-3i. Схема пайки волной. Рис. 20-32. Монтаж длинными проволочными выводами деталей. му сопротивлению материала. Преимущества этого способа состоят в простоте технологического процесса и высокой точности получаемых изображений. Соединение проводников выполняется зажимами, скруткой, пайкой или сваркой (рис. 20-28). Пока наибольщее распространение имеет пайка легкоплавкими припоями. При пайке необходимо пользоваться паяльниками соответствующей мощности (обязательно с регулировкой рабочей температуры жала паяльника), флюсом и монтажными калибрами и теплоотводами. Для надежности соединений используют дополнительные приспособления и обязательное механическое закрепление монтажных проводов (рис. 20-29). Зачистка изоляции должна выполняться очень аккуратно в соответствии с рис. 20-30. Снятие пластиковой и нитяной изоляции лучще ВсеТо выполнять мелкой щкуркой или обжигалками. Можно применить и специальный инструйёкт. Пайка печатных схем в заводских условиях производится способом волны. Для этого в специальной ванне с расплавленным припоем создают одну или несколько волн припоя, на верщине которых нет продуктов окисления и грязи. Плата транспортером передвигается над ванной так, что касается гребня или гребней волны. Возможна пайка и окунанием, хотя она теперь почти не применяется. Схема пайки волной показана на рис. 20-31. В зависимости от устройства выводов у деталей используют различные типы конструкций монтажных соединений. При достаточной длине соединительных проводников от главных деталей монтаж можно выполнить так, как показано на рис. 20-32. Такое выполнение деталей требует раз и навсегда установленного их расположения. При использовании различного вида промежуточных монтажных точек (некоторые виды которых показаны на рис. 20-33) увеличиваются возможности выполнения монтажных соединений. Такого [эода конструкция монтажных соединений показана на рис. 20-34. В ряде случаев удобнее располагать элементы на различных монтажных платах типов, показанных на рис. 20-35. В этом случае конструкция монтажных соединений будет такой; на монтажных платах укрепля-
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


