
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем Слишком широкий зазор даст грубые края, а завышенный угол может вызвать трещины при резке пластика на бумажной основе. 16. Резка пилами Пластики на бумажной основе труднее поддаются распиловке, чем наиболее твердые породы дерева, поэтому необходимо принять несколько особых предосторожностей для поддержания долговечности пилы. Распиловка пластиков на бумажной основе лучше всего осуществляется циркулярной пилой. Необходимо использовать пилы с числом зубьев 4-5 шт/см диаметра при скорости резания 2000- -3000 м/мин. Более ровный срез дают дисковые пилы с затылованным зубом. Из-за абразивной природы пластиков, весьма быстро окупаются пилы с твердосплавными и ч ч п о о й зубьями из сплава типа Саг-Рис. 0.5. Две наиболее часто , используемые формы зуба ди- boloy (рис. 3.5). При неДО-сковых пил для резки слоистых статочной стойкости пилы сле-пластиков. дует пользоваться нижепри- веденными наставлениями, что позволит повысить их стойкость в 4-5 раз: 1. Проверьте подшипники на жесткость. Ощутимого люфта в них быть не должно. 2. Проверьте диск пилы на радиальные биения. Биения порядка 0,1-0,15 мм могут оказаться значительными. 3. При использовании пилы с твердосплавными зубьями, проверьте зубья через увеличительное стекло, чтобы убедиться в том, что для его заточки был использован алмазный круг зернистостью не грубее 180. Слишком грубая зернистость снижает заостренность зубьев в два раза. 4. Если диск пилы довольно тонкий, используйте зажимные шайбы для уменьшения возможной вибрации. 5. Используйте массивные шкивы с несколькими клиновидными ремнями. Вращающиеся детали системы должны 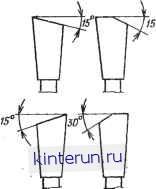 иметь достаточный момент для завершения разрезки без изменения скорости. 6. Проверьте соосность монтажа оправки и мотора. 17. Фрезерование по. контуру Если плата имеет не прямоугольный контур, а объем продукции не позволяет использовать вырубной штамп, то она вырезается по шаблону на фрезерном станке с ручной подачей. Необходимо помнить, что и здесь использование твердосплавного инструмента окупается за счет абразивности пластика. Фрезерование по контуру с ручной подачей требует больших затрат труда, чем резка на ножницах или вырубка, хотя стоимость инструмента намного ниже стоимости вырубного штампа. При этом качество торцов значительно выше, чем при использовании Любых других методов и при этом печатные проводники могут быть р.асположены весьма близко к краям. Трещины и лохмотья краев при фрезеровании исключены. РЕЗКА СТЕКЛОПЛАСТИКОВ В зависимости от условий работы стеклопластики могут быть обработаны распиловкой, на ножницах, вырубкой, либо фрезерованием. 18. Вырубка Сложные формы плат, которые трудно получить резкой на ножницах или распиловкой, либо вырубают, либо фрезеруют. Вырубка стеклопластиков всегда производится при комнатной температуре. Допуская небольшой зазор между режущими частями пуансона и матрицы, можно получить деталь примерно на 0,025 мм превосходящую размеры пуансона. Штампы конструируются таким образом, чтобы вырубленная деталь-плата удалялась из него после вырубки, а не выталкивалась следующей платой, как это часто делают при вырубке пластиков на бумажной основе. При вырубке материала толще 1,5 мм платы могут иметь грубые края и приобретают нетоварный вид. Если печатные проводники не располагать близко к вырубным краям, то платы могут быть совершенно качественными с функциональной точки зрения. Когда инструмент изношен настолько, что зазоры велики для качественной вырубки, его можно восстановить твердым хромированием, если сложность контура позволяет изготовить соответствующий анод без больших затрат. 19. Резка на ножницах Хотя обработка стеклопластиков труднее по сравнению с пластиками с бумажным наполнителем, их резка на ножницах гораздо проще с точки зрения их сохранности. При использовании ножниц с более твердыми (закаленными) лезвиями можно производить резку по инструкциям для резки бумажных пластиков. Главное отличие заключается в том, что угол между лезвиями 3-4°, который не вредит стеклоэпоксидному пластику, вызывает брак при резке пластика на бумажной основе (без подогрева). 20. Резка пилами При значительном объеме выпуска могут быть использованы пилы, оснащенные зубьями из твердого сплава (Carboloy). Дополнительные вложения на алмазный инструмент также могут довольно быстро окупаться. Производители поставляют рекомендации по скорости резания, причем большинством рекомендуется линейная скорость зубьев 4500 м/мин. При использовании для резки стеклопластиков циркулярных пил, оснащенных твердосплавными зубьями из сплава типа Carboloy, можно руководствоваться инструкциями для резки пластиков на бумажной основе. При этом следует помнить, что при распиловке стеклопластиков допуски на биение, вибрацию и другие требования становятся более жесткими. 21. Фрезерование по контуру Платы обрабатывают фрезерованием в тех случаях, когда объем продукции мал или требуется более качественная обработка краев, чем та, которая может быть получена после вырубки. Автор полагает, что фрезерный станок мощностью 1/2 л. с, имеющий: линейную скорость фрезы 4500 м/мин при 1500 об/мин фрезы со вставными твердосплавными зубьями, [будет достаточно эффективным.
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


