
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем ХАРАКТЕРИСТИКИ МАТЕРИАЛОВ Изготовителю печатных плат очень важно иметь данные о материалах, с которыми он работает. В настоящее время большинство печатных плат изготовляется из сформированных под высоким давлением слоистых пластиков (лами-натов), имеющих с одной или двух сторон приклеенную медную фольгу. Ламинатом называют пластик, состоящий из слоев волокнистого материала склеенных между собой с помощью термореактивной смолы под давлением и при повышенной температуре. Очевидно, в случае печатных плат, это должна быть диэлектрическая бумага, пропитанная фенольной или эпоксидной смолой или нетканая стеклоткань с непрерывными волокнами, склеенная компаундом на основе эпоксидной смолы. Ниже приводится короткое описание материалов, используемых для изготовления более 95% печатных плат. Обозначение марок материалов согласовано национальной ассоциацией электропромышленников NEMA. 1. Марки NEMA ХХХРС. Этот материал изготовлен из высококачественной электротехнической бумаги, пропитанной фенольной смолой. Большинство печатных плат, используемых в радио-и телевизионных приемниках, приборах широкого потребления и в некоторых электронных измерительных устройствах, изготовлены на этой основе *). FR-2. Буквы FR в обозначении пластика показывают, что материал огнестойкий, т. е., если кусок материала поместить в пламя, то он прекращает гореть как только его удалят из огня. В остальном эта марка материала аналогична марке ХХХРС. Используется материал в условиях огнеопасности и там, где запрещается применять воспламеняющиеся компоненты. FR-3. Самогасящийся эпоксидно-бумажный пластик, первоначально разработанный для использования в ЭВМ. *) В СССР подобные материалы получили название гетинаксов. {Прим. перев.) G-lOy Высококачественный пластик с превосходными элестрическими и механическими свойствами широко используется в военном оборудовании, электронных измерительных приборах и в некоторых ЭВМ. Изготовлен из листов стеклоткани, склеенных эпоксидной смолой *). FR-4. Свойства этого пластика-материала аналогичны свойствам G-10, кроме того, он обладает способностью к самогашению подобно пластику FR-2. G-11. Пластик-материал из стеклоткани и эпоксидной смолы аналогичен материалу G-10, но имеет повышенную стойкость при высокой температуре. Например, если G-10, испытанный при / = 150° С, имеет 10-кратное ухудшение электрических и механических показателей, по сравнению с комнатной температурой, то материал G-11 благодаря использованию специальных катализаторов сохраняет сопротивление изгибу при повышенной температуре. Согласно стандартам сопротивление изгибу, измеренное при t = = 150° С, должно сохраняться не менее чем на 50% при . комнатной температуре. Практически, можно сказать, что изменение электрических свойств материалов G-11 происходит в такой же степени, что и сопротивление изгибу. FR-5. Это огнестойкая разновидность материала марки G-11. 2. Обрабатываемость Изготовление печатных плат из фольгированных пластиков в значительной степени зависит от основного материала основы. Пристальное рассмотрение влияния операции на основной материал служит критерием различия между качеством обработки. Обычно материалы на бумажной основе ХХХРС, FR-2 и FR-3 легче поддаются механической обработке, чем стеклопластики. Однако эти материалы по сравнению со стеклопластиком менее стойки к термоудару и 1к воздействию активных веществ. ПРОБИВКА ОТВЕРСТИЙ 3. Усадка материала на бумажной основе При пробивке отверстий в пластиках на бумажной основе надо помнить, что эти материалы упруги и поэтому *) В СССР подобные пластики называются стеклотекстолитом Шрим, перев.) ад 7* пробитое отверстие имеет несколько меньшие размеры, чем пуансон, которым пробито это отверстие. Величина деформации зависит от толщины материала. В табл. 3.1 приведены величины увеличения диаметра по сравнению с чертежными размерами отверстия с учетом допуска на него. Таблица 3.1 Соотношение между толщиной и размерами отверстий Толщина материала, мм 0,4 0,8 1,2 1,6 2,4 2,8 3,2 Увеличение диаметра пуансона, мм 0,025-0,051-0,076-0,102-0,127-0,152-0,229-0,254- -0,051 -0,076 -0,102 -0,127 -0,178 -0,203 -0,279 -0,305 Эта таблица непригодна при проектировании инструмента для стеклопластиков, так как их усадка приблизительно в три раза меньи1е, чем в пластиках на бумажной основе. Пуансон 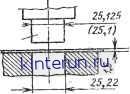 4. Допуски на пробитые отверстия Если требуется точный допуск на размер отверстия, зазор между пуансоном и матрицей должен быть очень малым, т. е. отверстие матрицы до71жно быть больше только на 0,05-0,10лш (рис. 3.1. и табл. 3.2). На рис. 3.2 приведены сравнительные размеры пуансона и матрицы для пробивки отверстия диаметром 24,4 мм в пластике толщиной 1,6 мм. Допуски для пластиков других размеров см. в табл. 3.1. Завышенные размеры инструмента вызваны усадкой материала. (25,15) Рис. 3.1. Пример размеров матрицы и пуансона штампа для пробивки отверстия диаметром 25 мм в слоистом пластике толщиной 1,5 мм. Для других толщин материала см. табл. 3.1.
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


