
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем жения, возникающие при прессовании материала, снимаются при нагревании, разрьшая на мелкие кусочки стеклянное волокно и смолу. Кроме этого сьшь может появиться в результате воздействия внешних сил, например при слишком близком размещении отверстий или деталей на плате. Рассматриваемый дефект может появиться 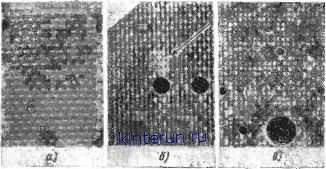 Рис. 2.15. Сыпь на поверхности диэлектрика: а - совершенно гладкая поверхность без всяких неоднородностей; б - трещинки в одном изолированном месте поверхности; в - редкая сыпь и трещины в нескольких местах. (Вид поверхности указьтает на нарушение технологического процесса или на плохое качество диэлектрика полученного от поставщика). на Краях платы, при применении плохих режущих инструментов. Институт печатных схем в своей работе Accepta-bility of Printed Circuit Boards (приемлемость печатных плат) классифицирует этот дефект на приемлемый и недопустимый в соответствии с рис. 2.15, Материал должен быть также проверен на изменение цвета после пайки погружением, особенно в светлых сортах гетинаксов. При слишком высокой температуре происходит быстрое обесцвечивание бумажных пластиков, и в этом случае необходимо предпринимать меры предосторожности, а не предъявлять слишком высоких требований к материалу. Потребитель проверяет изменение внешнего вида платы по отверстиям после пайки погружением, особенно при применении металлизированных отверстий. На разрезе можно увидеть, как вытесняются летучие вещества через пустоты или через слабые места покрытия в металлизиро- ванных отверстиях. Летучие вещества выходят в результате их избыточного введения в материал при прессовании или в результате абсорбирования влаги при плохой технологии металлизации. Эти летучие вещества могут вызвать появление пузырьков в припое в отверстиях и, следовательно, увеличение точек холодной пайки. Плату необходимо проверить на степень коробления, изгиба и деформации отверстий. Стандарт MIL-P-13949D дает соответствующие рекомендации по проверке. Необходимо следить, чтобы все зажимные приспособления испытательного оборудования были одинаковы, не вызьюая напряжений при пайке погружением или сушке, которые могли бы способствовать короблению или изгибу, 13. Разработка технических условий на слоистый материал Прежде чем сформулировать окончательные технические условия, обычно целесообразно испытать несколько марок материалов. Это поможет опредедить критерии проверки, соответствующие задачам конструирования и изготовления. Это поможет также при установлении предедов значений параметров, по которым могут быть спланированы выборочные испытания. Если применяется обычный порядок испытаний, то изготовитедь материала может дать все необходимые сведения. Следует очень точно определить характер испытаний, предназначенных для проверки заданных технических условий на материал. Например, во многих случаях можно отказаться от испытаний на влагопоглощение, так как в основном эти свойства материала влияют на электрические характеристики, которые более точно определяются при проверке сопротивления изоляции в условиях повышенной влажности. Каждый изготовитедь материала должен проконсультироваться не только относительно значений параметров, установленных для каждого испытания, но также и удостовериться в том, что любое испытание или любые условия окружающей среды могут быть реализованы в лаборатории выходного контроля. Часто изготовитедь материала может рекомендовать процедуру испытаний, которая является более стандартной по сравнению с испытаниями, которые предполагает проводить потреби- тель. Например, в настоящее время изготовители просят проводить большое количество испытаний на прочность сцепления, даже если у них накоплено значительное количество данных по испытаниям обычными методами, установленными военным стандартом. После окончания испытаний формулируются их результаты и соответствующие фогографии (негатив или позитив) должны быть переданы изготовителю материала, в отделение надзора за качеством на предприятии заказчика. У изготовителя материала можно потребовать испытать и удостоверить соответствие заданным характеристикам каждой группы материала. Некоторые виды испытаний наиболее постоянных характеристик могут производиться реже, через несколько партий материала. Технические условия потребителя должны быть указаны на этикетке каждого листа материала. Очень важно также, чтобы изготовитель материала сохранил образцы и материалы испытаний каждой партии в течение соответствующего времени после отправки. После того как партия материала принята ОТ К, потребитель должен так организовать технологический процесс, чтобы каждая партия материала могла быть идентифицирована на любой операции всего процесса. Хотя это трудно и иногда дорого, тем не менее это очень важно, так как только это обеспечивает связь между результатами входного контроля и характеристиками образцов и данными испытаний у производителя. Когда возникают трудности у потребителя, то обычно первым вопросом изготовителя материала является: Какая группа материала применялась? . Очень часто потребитель не знает, какая партия, или партии забракованы, и много времени и средств тратится на установление связи материала полуфабриката у изготовителя с образцами потребителя. Характеристики фольгированных диэлектриков. Чтобы установить характеристики любого фольгированного диэлектрика, необходимо приблизительно знать, какие характеристики являются наиболее важными. В этом разделе приведены характеристики, которые необходимы с точки зрения электрических и механических свойств разрабатываемой конструкции. В разделе Оценка различных материалов описьюаются некоторые методы определения указанных характеристик. Основные типы материалов перечислены ниже.
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


