
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем материалов в пользу более чистых для того, чтобы избежать брака и трудностей при автоматизации процесса. Вирджинские сорта припоев. Термин вирджинские сорта относится к припоям, которые состоят из олова и из свинца, полученных из руды. Этот сорт соответствует В32 по техническим условиям ASTM для материалов припоя (В32, марка А). Напоминаем читателю, что не все металлы, получаемые переработкой руды, имеют высокую степень чистоты. Ксчастью, контроль чистоты свинца и олова при закупке сырья может бьггь таким, что не только можно выдержать требуемую степень чистоты, но и значительно превысить ее. Таким образом, степень загрязнения, приведенная в табл. 12.3 и 12.4, определяет лишь максимально допустимые уровни присутствия каждой конкретной примеси. Кроме того, технические условия разрешают наличие не более 0,08% тех элементов, которые отдельно не оговорены. Кроме материалов марки А, в табл. 12.4 приведены данные по материалам марки В, которая соответствует федеральным техническим условиям (QQ- S-571)-. Необходимо упомянуть о примесях мышьяка. Возможность появления серого олова ( оловянной чумы ) в пайках в оборудовании, изготовленном по различным военным и правительственным заказам, или в аппаратуре для космических исследований сделала жизненно важным добавление в припои мышьяка. Есть сообщения, что небольшие добавки мышьяка устраняют это. ПРИПОЙ МАРКИ ВАКУЛОЙ *) Присутствие окислов олова и свинца, а также других неметаллических примесей в припое до сего времени во внимание не принималось. В некоторых фундаментальных трудах по основным характеристикам припоев показано, что в припое присутствует в виде вкраплений большое количество окислов олова и свинца и других неметаллических включений. В настоящее время имеется возможность удалить эти вкрапления. Обработанный таким образом сплав продается под торговым названием Вакулой. На рис. 12.2 показана *) Торговое название фирмы Alpha Metals Inc.  разница между двумя образцами одного основного сплава. Один был получен в соответствии с требованиями к припоям марки А по ASTM. Другой обрабатывается методом В акулой и отлит в виде такого же слитка. Два таких фунтовых слитка были расплавленыввакуумеиохлаж-дены. Обычный пруток имел относительно большое содержание окалины и изменение цвета поверхности, которая также была испорчена мелкими отверстиями и газовыми Рис. 12.2. Образцы припоя (дегазированные). Стандартный припой (слева); отметьте степень наличия кислорода. Яркий, чистый, свободный от кислорода припой, прошедгаий отработку по методу Вакулой (справа). карманами. Образец сплава Вакулой оставался блестящим и на поверхности, и можно было заметить очень немного газовых карманов. Хотя проведение плавки в вакууме является хорошим способом демонстрации разницы между обычным припоем и Вакулой, но различие между этими двумя материалами гораздо глубже, чем это можно определить по качеству поверхности. На рис. 12.3 приведены фотографии, отображающие различие в микроструктуре слитка из обычного сплава и Вакулоя, отлитых одинаковыми способами. Припой, содержащий 50% свинца, имеет богатую свинцом фазу d в матрице эвтектической структуры. Это легко видно в слитке обычного припоя после отливки. Однако при том же увеличении слиток, отлитый по методу Вакулой, имеет определенную дендритную структуру d-фазы внутри эвтектической матрицы. Это может быть объяснено наличием или отсутствием центров ядрообразования внутри охлаждающейся жидкости, которые в одном случае вызывают образование многих маленьких кристаллов около множества ядер, образованных включениями окислов, как это происходит в обычном образце, а при методе Вакулой образуются гораздо более крупные кристаллы чистого материала. Качество Вакулоя можно легко сохранить с помощью простых мер предосторожности, таких как использование закрывающего поверхность ванны припоя трафарета для уменьшения поверхностного окисления, поддержание соответствующего уровня припоя в ванне, чтобы избежать 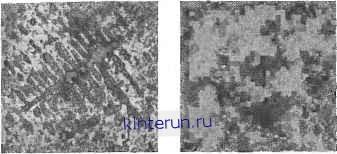 Рис. 12.3. Оловянисто-свинцовый (50 : 50), 200-кратное увеличение (слева). Отметьте небольшое количество частиц, богатых свинцом (справа). Припой оловянисто-свинцовый (50 : 50) с обработкой по методу Вакулой. Отметьте дендритную структуру а-фазы. увеличения количества окалины и пополнение ванны сплавом только маркиВакулой. Процесс Вакулой может быть использован почти для всех низкоплавких сплавов, применяемых для пайки. ВСПОМОГАТЕЛЬНЫЕ МАТЕРИАЛЫ Для получения защитных покрытий на печатной плате используется много различных веществ. Их назначение различно, но можно классифицировать их функции по трем основным категориям. 9. Защитные покрытия I Так как паяемость печатной и других металлических поверхностей является качеством, которое необходимо сохранять, а как показывает опыт, в большинстве случаев металлические поверхности, предназначенные для пайки,
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


