
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем тельной формировки выводов и решения проблем подачи компонентов к установочным механизмам. Предпосылками для успешного преодоления таких трудностей являются тщательный контроль производства компонентов или модулей и проектирование их с самого начала с учетом возможности автоматической установки.. ПОДГОТОВКА КОМПОНЕНТОВ И ВВОД ИХ В УСТАНОВОЧНУЮ МАШИНУ 7. Компоненты с аксиальными выводами Для надежной работы установочного оборудования компоненты должны быть единой, однородной формы, всегда в одном и том же положении по отношению к установочному механизму. Выводы должны быть прямыми, а компоненты необходимо тем или иным способом подавать к установочному механизму. Широко используются следующие разновидности подач: ручная, лотковая, магазинная, на пластиковой ленте с фиксацией компонентов корпусами или выводами. Последний способ пожалуй, наиболее широко используется (рис. 9.4-9.6). 1. Для лент рекомендуется бумага с усилием разрыва 22- 27 кг. 2. Непараллельность продольной оси корпуса компонента относительно поверхности ленты не должна превышать 0,75 мм. 3. Непараллельность взаимного расположения компонентов на ленте не должна превышать 0,75 мм. 4. Компоненты, имеющие полярные выводы, должны быть одинаково ориентированы на ленте. 5. В ленте может недоставать не более трех компонентов подряд, причем в этом случае в обе стороны от пробела должно быть не менее трех компонентов. 6. По всей длине намотки расстояние между обеими полосками ленты не должно отклоняться более чем на 1,5 мм. Ручная подача имеет то преимущество, что обеспечивает надежное прохождение компонентов, но поскольку темп машине задает оператор, процесс имеет замедленный характер. В частности, может вызывать затруднения подача элементов к оператору в определенной последовательности. Лотковая подача требует ручной или механической загрузки лотка, и она чувствительна к образованию заторов из-за отсутствия идентичности компонентов или выводов, погнутых в процессе обработки. Преимущество магазинной подачи заключается в том, что компоненты закрыты в магазинах вплоть до их ввода в установочную машину, но эта подача тоже чувствительна к заторам там, где компоненты неоднообразны (рис. 9.7). 1 Компоненты с двумя выводами на одном конпе и одним выводом на другом или маленькие компоненты, которые не могут быть фиксированы на ленте, монтируются на длинных непрерывных лентах нз пластика. Хотя это и превосходный способ компоновки для таких компонентов, но извлечь их из ленты в установочном механизме довольно трудно. 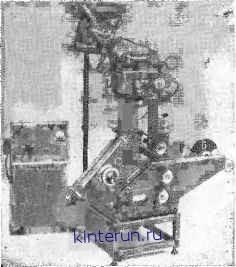 Рис. 9.4. Станок для подготовки компонентов с аксиальными выводами. Осуществляет подачу компонентов, обрезку выводов на заданный размер, проверку и корректирование ориентации диодов и фиксацию компонентов на ленте или в магазине.  9.5. Две катушки с намотанными лентами, использующими различные методы фиксации компонентов с аксиальными выводами, готовы для заправки в установочный механизм. фиксация корпусов на ленте применяется обычно для больших тяжелых компонентов. Недостатком является возможность изгиба выводов компонентов, что препятствует нормальной работе fSZmax 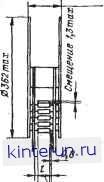 fJo 1,59 на сторону Расстояние метду монтажными отверстиями 6,35 53 max 95тах 01% 6 6,35  Лента
60,3 тьп 68,3 тах {508 за S}n.rviamift 6,35 60,3 min 68,3 max [ВЗзадопллату) Wmax Лента размерного Лента размерного Лента размерного класса А класса В класса С Рис. 9.6. Стандартные параметры ленты для фиксации компопеитов за аксиальные выводы (все размеры в миллиметрах). установочного механизма. В основном же используется фиксация выводов, поскольку это гарантирует точную подачу компонентов в машину, причем выводы прочно зажаты, что обеспечивает захват компонентов механизмом установки.
|
|||||||||||||||||||||||||
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


