
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Прессование многослойных схем пузырения смолы. Как только наступит состояние геля, необходимо приложить полное давление прессования (рис. 7.6). 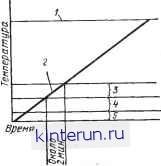 Рис. 7.6. 1-й метод прессования (с медленным прогревом): нагреть плиты пресса до температуры отверждения; начать цикл прессования при этой температуре до достижения полного отверждения: 1 - температура отверждения; 2 - время приложения полного давления прессования; г - смола в состоянии геля; 4 - смола в жидком состоянии; 5 - смола в состоянии В, Метод 2. Если есть возможность использовать пресс с быстрым нагревом, применяется цикл со ступенчатым прессованием. Он включает в себя предварительное контактное сжатие пакета в холодном состоянии, последующий нагрев
Рис. 7.7. .2-й метод прессования (с быстрым прогревом): начать цикл прессования при комнатной температуре; поднять температуру до достижения температуры геля; приложить полное давление прессования и поднять температуру до достижения температуры отверждения: 1 - температура отверждения; 2 - время приложения полного давления прессования; s - смола в состоянии геля; 4 - смола в жидком состоянии; 5 - смола в состоянии В; е - допустимая выдержка намного дольше, чем при 1 методе прессования. ДО температуры 125-130® С и выдержку при этой температуре в течение нескольких минут, пока смола не придет в состояние геля. Сразу после этого одновременно повышают давление и температуру до значений, необходимых для прессования (рис. 7.7). 14. Приложение давления На рис. 7.6 и 7.7 представлен в виде диаграмм рост температуры, соответствующей методу 1 и методу 2. Диаграммы построены без соблюдения какого-либо масштаба, поскольку скорость изменения температуры зависит от применяемого оборудования и материала. Тем не менее можно заметить, что второй метод обеспечивает большую свободу выбора момента приложения максимального давления, поскольку в этом методе имеется период в несколько минут, в течение которого может быть приложено давление, обеспечивающее качественное прессование. В случае же применения метода 1 ошибка в 2 мин может привести к браку. Поскольку в большинстве прессов с электрическим нагревом требуется примерно 20 мин для прогрева от температуры геля до температуры прессования, метод 1 рекомендуется именно для такого прессового оборудования. Выбор величины давления прессования базируется на рекомендациях поставщика связующих листов. Удобно, что высококачественная эпоксидная смола относительно мало чувствительна к превышениям расчетной длительности термообработки. По этой причине термообработку следует проводить до полного отвердения смолы связующего листа, после смола станет нечувствительной к последующим возможным отклонениям технологического процесса. Удвоенная длительность термообработки фольгированных медью слоев платы не приведет к браку. По окончании прессования нагреватель выключается и в плиты пресса подается охлаждающая вода. Давление пресса не сбрасывается до тех пор, пока температура заготовки не снизится до 50%. Если температура не измеряется прибором, пресс нужно охлаждать настолько, чтобы до плит можно было безболезненно дотронуться рукой. После такого охлаждения спрессованный пакет готов для окончательной обработки. Обычно последняя включает обрезку краев, сверление, металлизацию отверстий, покрытие золотом и травление рисунка. 15. Снятие напряжений Если обнаруживается тенденция платы к короблению при последующей обработке, это может быть объяснено действием напряжений, возникающих при слишком быст- 387 25* ром охлаждении пресса. Во избежание коробления рекомендуется следующая операция: после удаления из пресса и обрезки краев плату зажать между двумя пластинами и поместить на 40 мин в лабораторную печь с температурой 125° С. ДЕФЕКТЫ ПРЕССОВАНИЯ , 16. Плохая связь между слоями Возможные причины: - Смола слишком приблизилась к состоянию полной полимеризации еще до приложения полного давления. В этом случае смола практически не выходит по краю пакета. - Наличие инородного материала, грязи или жира. Необходимо обеспечить чистоту поверхностей схем, особенно на непротравленных участках. Для очистки применяется обработка парами трихлорэтилена, абразивной пудрой или концентированной серной кислотой. После очистки необходимо тщательно промыть платы в проточной воде, высушить в печи и брать их руками только в чистых хирургических перчатках. - Применение связующих листов с просроченным сроком хранения. Перед применением сырья необходимо проводить рекомендованные поставщиком испытания на текучесть смолы. Результаты испытаний нужно сравнивать с эталонными данными, полученными от поставщика. 17. Вздутия внутри собранной платы Возможные причины: - Недостаточная для обеспечения герметизации всей платы толщина связующего листа. Толщина связующего листа должна быть вдвое больше общей толщины медной фольги, т. е. между медными листами толщиной 50 мкм каждый необходимо прокладывать связующий лист толщиной от 250 до 500 мкм. - Приложение полного давления в период, когда смола еще не перешла в состояние геля. Необходимо следить за появлением по краям слишком большого количества смолы.
|
||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


