
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода Механические характеркстти текстильных MftetttH ванег-обришжть основных нитей и ускоря1от раэла(цг отдельных механизмов в ткацком старке (]рдвяомерность вращения главного ва*а - относительное по сравнению со сред-яей скоростью отклонение между максимальной. ,и. минимальной скоростью главного вала -.допускается до 20 %); останов станка дали &лъ быстры<, чтобы при обрыре основной или уточной иити последние ие успевали существенно отстать от заработанных участков; двигатель должен выдерживать Длительные периодические резкоперсАенные нагрузки. Увйазаииым требованиям удоилетворяет в достаточной мере электропривод с пртплене-нией асинхронных короткоззмкнутых АД, которыми оснащены все отечественные я импортные челночные ткацкие станки. В хлопчатобумажной и льняной про-мышяЬниости применяются станки типов ЛТ-100-ЛБ1 (с двигателями А02-32-6), АТ-120-СБ (с двигателями АОТ2-42-6 для главного вала, А02-11-6для набора Полотна), АТ-160СБ (с двигателями АОТ2-42-6 для гаавйого вала, АОЛ-22-4 для набора полотна), АТ-175-К, АТ-200-СБ (с двигателями АОТ2-52-6 для главного вала, А02-11-6 для набора полотна), АТ-250-СБ (с двигателями АОТ2-56-6 для главного вала, А02-11-6 для набора полотна), в шерстяной промыШленио-ота Т-255-Ш1, Т-260-Ш1 (с двигателями AOT-S1-6 для глаЬиого вала, АОТ-41-6 для обратного хода). Дпя облёгчёния выполнения предъявляемых требований современные автоматические Ткацкие станки снабжены фрикциойными муфтами, через которые станок подключается К вращающемуся иа холостом ходу асинхронному двигателю. Для ткацких станков применяют АД с повышенным скольжением. Ведутся попытки применения АД обращенной констоукции (с наружным ротором). Привод рабочих органов челночных стаи-в требует дальнейшего совершенствования в отно№нии оптимизации параметров двигателя. 21.2.4. Электроприводы машин трикотажного производства Пряжу, поступающую в трииотангаое проишдство нз прядильного проязводргва, перед вязанием подв ргают перемотке или сновке соответственно на мотальных илн си -вальвык машииах (как в ткацком производи сле), и дпя уменьшения коэффяцненти трения а придания большей гладкости и эластичности ее на этом же борудоваиии одновременно пульсируют или парафинируют.. .. Переработка пряжи в трикотажные изде-дия или полотна производится иа трикотажных мапшнах путем образования петель и соединения их между собой с помощью специальных органов петлеобразования -игл, платии яктеводитепей, прессов. а.№юется большое разнообразие угло-вязальных и плрсковязальных трикотажных машии для выработки одинарного и двойного поперечно-вязального (кулирного) и продоль- но-вязального (освововядал1ого) трвдотшка и иосочво-чулочных изделий с. разЛКяыив ; видами переплетений. Характерным JUtsjBHX является то, что они им от одииащ>вы&: ie. назначению, ио различные по хонстК(Срй , рабочие органы (петлеобразования, вНтшАе-теиия, товароприема) в нерегулируемый асинхронный привод мощностью 0,18 - 4,5 кВт с релейиб-коитакторным управлением. Необходимое движение от двигатели сообщается органам петлеобразоваиия с помощью кулачковых или кривошипио-шатун-иых механизмон, товарному валу - с по-мопхью редуктора, навоям - с помощью пла-иетарио-диффереяцвалъного механизма и т. п. В схемах управления электроприводом трикотажных машин предусматривается блокировка для автоматических остановов и сигнализации при нарушении технологического режима машины (обрывах и затяжке иитей, выработке заданного количества продукции, образовании дыр в иолотие. поломке пяточек игл и т. п.). Привод рабочих органов трикотажных машнн требует дальнейшего совершенствования в отношении обеспечения постоянства натяжения нитей, согласования подаваемого количества их с плотностью вязания и контроля длины петель. 21.2.5. Электроприводы машин для производства нетканых материалов Нетканые материалы югут вырабатываться на основе механической технологии - вязальио-прошиввым, иглопробивным способами и иа основе химической технологии - клеевым способом. Здесь дается представление о способах, основанных иа механической технологии. При вязальио-прошивиом способе получения иеткаиых материалов натуральные или синтетические волокна перерабатывают на агрегате, состоящем нз валвчиой или шля-почно-чесальйой машины, преобразователя прочеса и вязальио-прошивной машины. Преобразователь прочеса, представляющий собой систему движущихся вотратно-поступательио транспортирующих решегои и валикю, путем равномерного сложения прочеса, поступающшз с чесальной машины, прюбравует его в холст требуемой толщины. Вязально-прошивиая машина со шпуляр-ииком в бобввами или секционным навоем с прошивной 1П)яжеЙ прошивает с помопцло органов петлеобразоваиия холст и наматывает полученный нетканый материал в виде рулона иа товарный валик. При иглопробивном и вязаяъио-войлоч-вом способах получения ветканого.материала технологический процесс отличается от ва-зально-прошивиого последней стадией, на которой обработка холста производится не вя-зальяо-пропшвиой машииой, а иглопробивной или свойлачивающей н валяльной машинами. На иглопробивной мапшие холст многократно прокалывается иглами с зазубринами или иасечшми, отдельные слои его прошиваются своими же собственными волокнами. увлекаемыми иглами, и образуется нетканый материал. Во втором случае холст (с содержанием не менее 50-60 % шерстяного волокна, имеющего чешуйчат поверхность) подвергается предварительному уплотнению на свойлачивающей машине, затем валке на молотовой валяльной машине, в результате чего в зависимости от режима обработки получается материал желаемого развеса, плотности, прочности н жесткости. Для привода рабочих органов преобразователя прочеса, визально-иглопрошивиой, свойлачивающей, валяльной молотовой машин применяются нерегулируемые коротко-замкнутые АД с естественным согласованием частот вращения при релейио-коитакториом управлении. Для уменьшения иеровиоты развеса, линейной плотности и физико-механических свойств нетканых материалов, улучшения их качества ведутся разработки по созданию приводов с более жестким согласованием вращения рабочих органов отдельных машин в агрегате как в установившихся, так и в переходных режимах. 21.2.6. Электроприводы машин и агрегатов отделочного производства Процесс отделки придает тканям товарный вид и улучшает их эксплуатационные свойства. Этот процесс разделяется на следующие этапы: подготовка тканей к отбелке,- беление, мерсеризация; крашение; печатание; заклю чительиая отделка. В подавляющем большинстве случаев обработка ткаии связана с ее протягиванием ведущими валииами по рабочему тракту с постоянной или монотонно изменяющейся линейной скоростью. Это обстоятельство позволяет сформулировать общие требования к электроприводу отделочных машин. Разнообразие отделочных операций и разнообразие воловвн, для которых оии применяются, обусловливают широкий ассортимент производственных машин. Тем не менее в зависимости от требований, которые к иим предъявлиются, производственные отделочные машииы монсио разделить иа две основные группы. Машины для обработки ткани (красильные, печатные, мерсеризациониые и др.). Электропривод этих машин должен обеспечить регулирование скорости в диапазоне 6:1 - 10: 1, плавный пуск и быстрое торможение. Отделочные машииы (сушильные, ширильные, каландры и др.). Диапазон регулирования скорости, требуемой для машин этой группы, ограничен пределом 4:1. Привод должен выдерживать значительные кратковременные перегрузки. Распространено агрегироваине отделочных машин. Агрегирование приводит к необходамости автоматического подрегулирования сварости в диапазоне 1,2 : 1 для поддержания постоянства натяжения ткавн. Машииыотделочного производства имеют, как правило, малую частоту вращения рабочих валов. Поэтому электродаигатель соеда-няется с рабочими органами через промежуточный механизм с большим передаточным числом. Наличие в отделочных цехах высокой влажности и температуры с возможным содержанием в воздухе паров кислот заставляет использовать специальные электродангателн закрытого типа. Момеит сопротивления большинства машин отделочного производства изменяется линейно в фуикции скорости. При этом постоянная составляющая момента весьма значительна (в отдельных случаях достигает 80-85 % общего момеита сопротивления). Одаако расчет абсолютных зиачейий Мс для 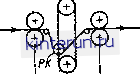  Рве. 21.4. Электричеевая схема электропрвввда отделочв<]ГО агрегата. различных агрегатов и машин затрудаен в связи с широким изменением технологических показателей работы агрегатов (давления между валами, натяжения ткани и степени ее влажности, коэффициента трения и др.). Поэтому наряду с известными формулами для расчета потерь иа трение в кинематических парах и полезной мощности проведения ткани используются эмпирические, полученные в результате миогочислеииых экспериментальных исследований. В настоящее времй практически все основные типы отечественных машин отдельного производства регулируемой скоростькр имеют главный привод, выполненный по системе Г-Д. Типичиаи принципиальная схема электропривода по системе Г-Д представлена на рис. 21.4. Система обеспечивает регулирование скорости машин в пределах 6: - 10: 1 путем управления возбуждением генератора Г и подрегулирование скорости двигателей Ml и М2 в малом даапазоие посредством роликовых компенсаторов РК, механически связанных с реостатом в цепи возбуждения двигателей. Система Г - Д проста и надежна, одаако имеет ряд недостатков (большие габариты и масса, ииакий КПД агрегата), что послужило причиной разработки новых типов электроприводов: приводов на постоянном токе с ти-ристсфиым управлением, асинхронных при- § 21,2] Механические. жирантеристюси текстильных машин водов с иуфтаии скольжения, асинхронного привода с частотным управлением н подрегу-лироваинем (±10 %) посредством тиристориых регуляторов напряжения. . Разброс механических характеристик электродвигателей, а также различные нагрузки на двигатель вызывают рассогласование скоростей отдельных машнн отделочного агрегата. Согласование скоростей движения ткани на разных участках обеспечивается специальными компенсаторами (на отбельных агрегатах - сапожковыми, а на отделочных - ро-лик(даыми компенсаторами). Принцип действия первых основан на отключении подающего со скоростью £ ! ткань двигателя Ml конечным выключателем ВК1 при повороте призмы ПР влево, вызванном превышением 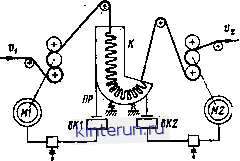 Рве. 21.5. Схема еацвжкввого компенсатора массы накопленной ткани в компенсаторе К, усилием уравновешивающей пружины или отключением принимающего ткань со скоростью 02 двигателя М2 конечным выключа-. телем ВК2 при опрокидывании пружиной пустой призмы вправо (рис. 21.5). Принцип действия вторых основан на изменении стрелы провеса при изменении натяжении ткани, которое вызывает соответствующее изменеине положения качающегося яа петле рычага и жестко скрепленного с ним ползунка реостата, включённого в обмотку возбуждения двигателя. В последнее времи получили также распространение фотоэлектронные компенсаторы, действие которых основано на иоюльзо-вании зависимости выходного сигнала с фотоэлемента от величины падающего светового потока. . Электропривод агрегатЬв и машнн для опаливании и стрижки ткани. Газоопальиые машины предназначены длн опаливания тканей в целях удалении с ее поверхности ворсинок пуха й ннток. Основными органами машины являются газовая горелка с керамическими блоками, .которые служат источниками радиационного излучения, и транспортирующие ролики. Электропривод газоопаливаювдей машины должен обеспечивать: блокировку при отклонении давления газа на входе и давления смеси газа и воздуха в трубопроводы? от нормы; прекращение подачн горючей смеси в горелки при останюе машины; подъем ткани от горелок прн ее обрыве; заданную последовательность пуска - нуск пропиточной машины должен производиться после нагрева опаливающихся поверхностей, далее пусиа-ютси пропиточная и пухоочистительнаи машины и вентиляторы последней. Управление электроприводом машин осуществлиется по обычной релейно-контакторной схеме. Стригальные машины предназначены для стрижки тканей, вырабатываемых на челночных ткацких станках, очистки тканн от иитей, узелков и пуха. Основнымн рабочими органами машин являются стригальные спиралеобразные ножи (перья) и плоский нож. Электропривод стригальных машин должен обеспечивать: автоматический подъем или опускание стола прн прохождении шва; автоматический останов при обрыве тканн и наработке ролика; пуск машины по схеме каскадной блокировки. Электропривод машин управлиется релейно-контакторной схемой. Электропривод машии для химической обработки тканн. Современные поточные линии используют главным образом непрерывный способ беления, отличающийся высокой производительностью. Существуют два способа белеиня:отбеливаине в жгуте и отбеливание врасправку. Основнымн рабочими органами машин поточной линии явлиютсн ванны с раствором рабочей жидкости, транспортирующие и отжимные роликн. Электропривод поточной линии должен обеспечивать: плавное регулнрованне скорости ткаин в диапазоне 3 : 1; 5 : 1; подрегулирование скорости секций в пределах ±7 %; автоматическую стабилизацию натяжения ткани в линий; подрегулирование скорости отдельных электродвигателей при наладке в пределах ±8 %; независимое отключение отдельных секций агрегата. Электропривод линии выполнен по системе Г - Д. В линии 27 дангателей постоянного тока, которые питаются от даух геиерв-торов. Электропривод аппаратов для крашения прижи и ткавв. Крашение может осуществляться периодаческим или иепрерьшным способом. Гюследаий обеспечивает наибольшую производительность. Он выполниется на линиях иёпрерывиого действии, главными рабочими органами которых являются рабочие валы, расправитель, заправочный механизм, самохлад. Расчет потребляемой мощвоств можно производить поэлементным способом, путем последовательного учета потерь на трение и Ззоводку ткаии с заданным натяжением, днако такой путь может привести к значительным ошибкам. В настоящее время ие существует точных аналитических способов расчета потерь мощности в машинах для крашения.
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


