
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода ния, а нижний - против направления движения рольганга. Из этой формулы следует, что при определенных условиях Afg может стать двигател1 ным моментом. /намическнй моМент дангателн, необходимый для преодоления сил инерции металла, роликов и дангателя, момент, при котором движение транспортируемого металла происходит без буксования: Л1п.п = ZpJp L чЦ. где а - линейное ускорение роликов и металла, м/с*; / - момент инерции ролика отно-сителью) осн ролика, кг-м*; Уи -момент инерции даижущвгося металла, приведенный к оси ролика, кгМ*; Уд - момент инерции явигателя и редуктора, кг-м*. Здесь верхний знак соответствует ускорению, а нижний - замедлению. Величина Мп, о используется для проверки дангателя по перегрузочной способности. 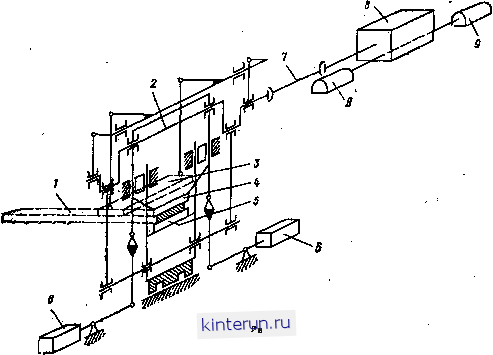 с. 15.44. Кинематическая жвмвого става с hbi схема иожвив [ВИН разом. Если при даижении металла но роликам сила инерции металлашна больше силы трения меяаду металлом и роликами тб. то имеет место проскальзывание металла по роликам. Критическое ускорение, т. е. максимальное ускорение, при котором не происходит буксования. Окр = fiig. С учетом на получаются следующие значения акр- для холодного металла акр 0,98 1,47, м/с; для горячего металла ор l,47- 2,94, м/с . Ускорение н замедление транспортируемого металла не может превосходить ар. Если дангатель развивает ускорение больше ускорения акр, то это приводит лишь к его избыточному нагреву и повышенному износу роликов и не сказывается на производительности рольганга. Прн расчете электропривода рольгангов определяют так называемый предельно оп-раадьтаемый момент на валу двигателя М ,о, т. е. максимальный пусковой или тормозной У рабочих рольгангов реверсивных станов Ми, о больше, чем момент буксованв$( М(5, а то время как у Станинных роликов может превышать значение Мп,о, так как (М-может определяться не только массой слитка, но и усилием, с которым заясатый в валнк слиток упирается в ролик. В связи с этйи для привода станинных ролнков должна бьПЪ предусмотрена система управленяя, позво<-ляющая получать упорные характервстики. Для большинства видов рольгангов такие характеристики не обязательны, однако в целях унификации схемных решений Системы с упорными характеристиками применяются и для этих рольгангов. Кроме того, системы управления долншы обеспечивать равноускореиные процессы при разгоне я торможеиин. Требуемый диапазон изменения скорости для рабочих рольгангов и станинных роликов равеи 10:1. Ножницы применяются дла поперечного и продольного резания металла. Для резания горячего металла прямоугольного и квадратного сечения иа мерные длины и для образования переднего и заднего концов его после прокатки на блюмингах, слябингах, заготовочных и сортовых станах применяются ножницы с параллельными ножами. Такие ножницы бывают двух типов: с верхним резом, когда рез производится при дви- 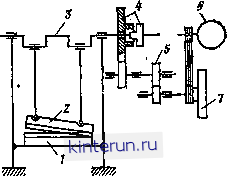 Рвс. 15.45. Кинематическая схема ножниц о Иа-клоиным ножом. женин верхнего ножа, и с нижним резом, когда рез происходит при давлении нижнего Щ ножа. Ножницы с верхним резом более просты по конструкции, но имеют существенные недостатки: заусеницы, образующиеся иа нижней кромке металла, мешают его продвижению по рольгангу, а отрезаемая часть металла вместе с ножом опускается ниже уровня 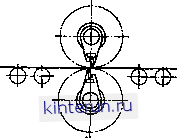 Рис 15.46. Кинематическая схема барабанных летучих ножниц. рольганга, и поэтому ножинцы должны быть снабжены подъемно-качающимся столом. Ножницы снижним резом получили большое распространение для резання блюмов, слябов н сортового металла высотой более 30-60 мм. На рис. 15.44 дана кинематическая схема этих ножниц. Экспентрнковый вал 2 ножниц приводится во вращение от дангателей 9 через редуктор 8 и универсальный цшнндель 7. В начале даиження суппорт нижнего ножа 5 под действием своего веса остается неподавжным, а суппорт верхнего ножа 4 с прижимом., уравновешенного контргрузами 6. опускается до соприкосновения С металлом /, лежащим на рольганге. Движение верхнего ножаобеопечиваетсядаижеии-ем эксцентрикового вала вокруг оси, закрепленной в тягах неподвижного нижнего ножа. После остановки верхнего ножа эксцентрикб-вый вал начинает вращаться вокруг оси, проходящей через суппорт этого ножа, перемещая нижнийиожвверхдо разрезания металла. После реза в исходное положение сначала возвращается нижний суппорт под действием собственного веса, а затем верхний суппорт. Ножницы с наклонным ножом (рис. 15.45) состоят из горизонтального нижнего ножа / и наклонного верхнего ножа 2, приводимого от даигателя 6, снабженного маховиком 7, через редуктор 5, муфту сцепления 4 и коленчатый вал 3. Ножницы предназначаются для поперечного резания горячего и холодаого листа, а также мелкого сортового проката пачками. Летучие ножницы служат для поперечного резания данжущегося листа или мелко? сортного металла. Существуют барабанные летучие ножницы (рис. 15.46), применяющиеся для резання тонкого листа нли мелкого сортового металла. Недостатком этого типа иожниц является неп§раллельность режущих кромок при резе, отражающаяся на качестве поверхности разреза. Поэтому при порезе толстых листов применяются кривошипные летучие ножницы с поступательно-даижущимися ножами. Дисковые ножншш предаазначены для продольного резания прокатного листового металла на полосы и для обрезания кромок. Pes производится с помощью двух дасков, вращающихся в противоположные стороты. Усилие резания, Н, для иожниц с параллельными ножами, работающими с прижимом, где т - удельное сопротивление резанию, отнесенное ко всему поперечному сечению и зависящее от относительной глубины реза, МПа; S - ощада поперечного сечения разрезаемого металла, мм. Аналогично определяется усилие резания и для ножниц с наклонным ножом, во в этом случае вместо площади поперечного сечения необходимо пользоваться площадаю действительного среза. Удельное сопротивление резанию t определяется экспериментально и строится в виде кривых в функции относительной глубины реза I = (Д(о -- А)/Лф, где ho - начальная толщина металла, h - текущее зиачение толщины, Ло - А - глубина реза. На рве. 15.47 приведены кривые т в зависимости от I для малоуглеродистой стали при различных температурах (для ножниц блюминга). Для расчета удобно выразить усилие резания F в функции угла поворота а вала кривошипа (рис. 15.48). Зависимость угла поворота вала кривошипа от относительной глубины реза выражается формулами a=arccos ho(L-+hu-r г t , r (1+costt)-ftn где An - перекрытие иожей; г - радиус кривошипа. 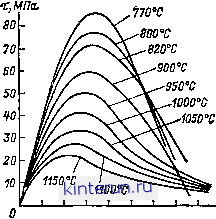 0,1 0,2-0,S 0,4- 0,5 0,6 0,7 0,8 § Рис. 15.47. Кривые удельного сопротивления резания для малоуглеродистой стали в заввсвно-сти от глубины резания н температуры. Кривые F (а) строятся иа основании этих формул и кривых, подобных изображенным на рис. 15.47. 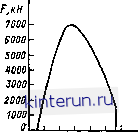 70 ВО эоюоттжл Рнс. 15.48. Зависимость усилия резання от yrj. поворота кривошипа. Статический момент на валу двигателя в з?1висимости от усилия F и угла поворота кривошипа а можно определить по формуле rFr sina. На ножницах с относительно небольшим усилием реза находит применение махович-ный электропривод, позволяющий снизить мощность приводного двигателя (см. рнс, 15.45). Двигатель с маховиком 7 вращаются непрерывно. Привод соединяется с механизмом через муфту сцепления 4. Во время паузы между резами муфта сцепления отключена. Перед резом муфта включается, нояши- ны приходят в движение, производится рез, после чего муфта иновь отключается, и ножницы останавливаются. Для резки заготовок больших сечений (блюмов, слябов и т. д.) применяются ножницы с приводом, работающим в режиме запуска на каждый рез. Эти ножницы выполняются как с редукторным, так и с безредук-торным приводами и работают с большей частотой включений в час, достигающей 600 и более. У ножниц с редукторным приводом очень важно использовать в процессе реза запас кинетической энергии, а следовательно, важна величина скорости в момент реза. Поэтому разгон должен производиться с постоянным ускорением, что позволяет достичь максимальной скорости за минимальное время прн том же нагреве. При резе металла максимальной толщины вал ножниц совершает полный оборот (круговой режим). При резе металла меньших сечений в целях сокращения времени цикла кривошипный вал ножниц совершает меньше одного оборота за цикл с переменой направления вращения от цикла к циклу (качатель-ный режим). Электропривод ножниц для лучшего использования запаса кинетической энергии вращающихся частей должен иметь дсстаточно мягкую механическую характеристику. Кроме того, он должен иметь упорную характеристику. Для маховичного электропривода ножниц обычно применяются АД с повышенным скольжением. При мощностях 60 кВт и выше применяются АДсфазным ротором с постоянно включенными в цепи ротора резисторами, обеспечивающими скольжение порядка 10-12 %. Для привода ножниц обжимных станов применяютси ДПТ. Часто в целях снижения момента инерции применяют два принодных электродвигателя, действуюшлх на общий вал. Суммарная мощность двигателей в зависимости от типа ножниц, передаточного отношения от вала двигателя к валу механизма и других факторов колеблется от сотен до 2000 кВт. В целях снижения момента инерции привода существует тенденция к снижению передаточного отношения редуктора или применению безредукторного привода. Манипулятор-механизм, служащий дли перемещения металла перпендикулярно оси рольганга для получения его в определенный калибр прокатных валков, а также для выпрямления металла при искривлении его в процессе прокатки. Манипулятор применяется при прокатке слитков илн относительно толстой заготовки и полосы, т. е. на блюмингах, слябингах, рельсобалочных, крупносортных и толстолистовых станах. В табл. 15.5 приведены данные о скоростях перемещения и максимальных усилиях линеек манипуляторов. Линейки манипуляторов обжимных станов располагаются перед и за рабочей клетью (рис. 15.49). Левые линейки /, 3 перед и за клетью, так же как и правые линейки 2, 4 перед и за клетью, связаны механически.
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


