
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода Пружинные уравновешивающие устрой-стаа применяются при небольших перемещениях валков (50-1(К) мм) и массах уравновешиваемых деталей (валка, подушек и нажимных винтов) иа заготовочных, сортовых, проволочных и тому подобных станах. Грузовые- уравновешивающие устройства применяются при высоте подъема валка до 2000juf (на блюмингах н слябингах). Уравновешивание достигается с помощью контргрузов 10, передающих через систему рычагов и и штанг 12 уравновешивающее усилие на нижние подвески подушек верхнего валка. 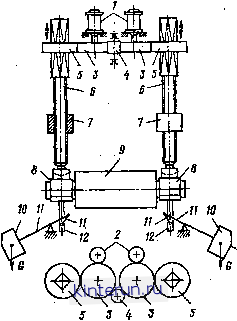 Рис 16.42. Кинематическая схема нажимного устройства с грузовым уравновешиванием. Гидравлические уравновешивающие устройства находят применение как при большом ходе верхнего валка (обжимные станы), 1ак и прн малом (листовые станы). При грузовом и гидравлическом уравновешивании выбираются усилия иа 20-40 % больше веса уравновешиваемых деталей. При пружинном устройстве уравновешивающее усилие в зависимости от положения нажимного устройства изменяется в пределах 1,05-1,6 веса уравновешиваемых деталей. Нажимные устройства реверсивных обжимных прокатных станов работают в повторно-кратковременном режиме с большой частотой включений, достигающей 1600-2000 в рас. У непрерывных и реверсивных станов холодной прокатки частота включений нажимных устройств невелика и составляет 150-200 в час. У непрерывных листовых станов горячей прокатки, сортовых, заготовочных и проволочных станов нажимное устройство работает в кратковременном режиме. На непрерывных листовых станах с автоматическим регулированием толшнны металла нажим- иые устройства работают с большой частотой включений, достигающей 1800 в час. Для нажимных устройств с большой частотой включений, т. е. на обжимных реверсивных, толстолистовых и средиелистовых станах, а также на непрерывных тонколистовых станах горячей и холодной прокатки с автоматическим регулированием толщины полосы примеияются ДПТ. Для этих нажимных винтов применяется, как правило, двухдвигательный привод, причем кинематическая схема предусматривает возможность раздельной работы винтов. Применение двух-двнгательного привода объясняется стремлением уменьшить момеит ннерцнн привода, что особеиио важно при большой частоте включений. ГЪ> этой же причине иа обжимных станах существует тенденция к снижению передаточного отношения редуктора нажимного устройства с заменой червячной передачи цилиндрической и с применением двигателей вертикального исполнения. Передаточное отношение редукторои прн этом на современных обжимных станах ие превосходит 4-6. Суммарная мощность двигателей иажимиых устройств может достигать 800 кВт и более. Предварительный выбор мощности двигателя производится по нагрузочной диаграмме привода (см. разд. 7), для построения которой необходимо знать моменты статического сопротивлении, продолжительность нх действия и общее время цикла. При грузовом н гидравлическом уравновешивании момент статического сопротивления, Н-м, приведенный к валу даигателя. УИс=1.1 -b(Fy-mBg)-f-H in где Fy = (1.2 1,4) (пц 2тв. ) g - усилие, действующее иа нажимные винты, Н; /Пв - масса верхнего [валка с подушками, опорными стаканами и другими деталими, кг; Ин.в-масса нажимного винта. Kr;dcp- средний диаметр нарезки виита, м; а - угол подъема линии нарезки нажимного винта; Ф - угол треиия в нарезке нажимного виита, равный при треинн стали по бронзе 5 40; da - диаметр пяты, м; ц - коэффициент трения в пяте, равный при трении стали по чугуну 0,12-0,18; i - передаточное отношение редуктора; г] - КПД редуктора; 1,1 - коэффициент, учитывающий трение подушек о направляющие и трение в опорных подагап-никах; g - ускорение свободного надения, м/с; верхний знак соответствует опусканию валка, а нижний - подъему. Задаваясь угловой скоростью даигателя ш, определяем скорость перемещения иажим-иого устройства, мм/с, где А - шаг винта, мм. Зная о и перемещение иажимиого устройства Hi после каждого t-ro пропуска, находим время, с, отработки механизмом заданного перемещения ti = Я,/о, что позволяет построить нагрузочную диаграмму Мс(/) механизма, по которой производится предварительный выбор двигателя (см. разд. 7). По нагрузочной диаграмме предварительно выбранного двигателя производится проверка двигателя по нагреву. Ускорение перемещения валков, мм/с, h Л1 + Мс 7 где М - момент двигателя, Н- м; / - момент инерции, приведенный к валу двигателя, кг-м* знак - соответствует разгону, а знак + - торможению, В связи с необходимостью частой работы на упор в сочетании с большим числом включений в час и большой продолжительностью включения (50-60 % для обжимных реверсивных станов) система управления нажимным устройством должна обв:печивать экскаваторную характеристику электропривода. Характер переходных процессов привода нажимного устройства не диктуется технологическими особенностями н должен быть рациональным с точки зрения максимальной производительности механизма прв полном нспользованни электрических двигателей по нагреву. Рольганги - это механизмы, предназначенные для транспортирования металла вращающимися роликами. По назначению рольганги делятся иа рабочие, транспортные, пакетировочные, передвижные и т. д. Рабочие рольганги служат для подачи металла к прокатным валкам н отвода его от валков и располагаются непосредстненно у клети. На крупных обжимных станах часть роликов этих рольгангов (от 1 до 3) размещается непосредственно в станине клети и называется станинными роликами. Их назначение- улучшить условия захвата металла валками. Рабочие вспомогательные рольганги, называемые также удлинительными или раскатными, являются продолжением основных рабочих. Они используются, когда длина прокатываемого металла превышает длину основных рольгангов. Транспортные рольганги служат для передачи металла от одного механизма к другому. Различают подводящие и отводящие транспортные рольганги в завясимостн от направления их движения относительно механизма. Рольганг, расположенный в начале стана и служащий для приема металла, называется приемным. Разновидностью транспортных рольгангов являются печные рольганги, устанавливаемые в проходных нагревательных печах. Пакетировочные рольганги с косыми роликами предназначены для одновременного перемещения металла вдоль в поперек оси рольганга для собирания заготовок или полос в пачки. Передвижные рольганги служат для перемещения металла в направлении движения роликов рольганга и в направлении перемещения самого рольганга (передвижные столы рельсобалочных и трубосварочных станов, подъемно-качающиеся столы станов трио, параллельно-подъемные столы для загрузки металла в нагревательные печи и т. д.). Диаметр роликов рольганга для снижения их массы выбирается минимальным, удовлетворяющим условиям прочности. Назначевне рольганга ролтоГмм Рабочий рольганг слябвига . . . 600 Рабочий рольганг слябинга, крупного блюминга, толстолистового става................. 600 Рабочий рольганг блюминга ... 460 Рабочий рольганг малого блюминга и рельсобалочного стана; транспортный рольганг слябинга и крупного блюминга............ 400 Рольганг средиелистового става, транспортный рольганг блюминга в рельсобалочного стана...... 360 Рабочий и подводящий рольганга средиелистового а тонколистового станов ................ 300 Рольганг мелкосортного стана . . 260 Рольганг проволочного стана . . 160 Режим работы рольгангов (ПВ н частота включений) определяется нх назначением н типом стана. Назначение рольганга ПВ, % Праемаый рольганг блюмвнга I........ 4-4 90 Рабочий рольганр блюминга ........... 60 1000-1200 Рабочий рольганг толстолистового стана ... 40 880 Рольганг перед ножницами блюминга ..... 16-18 600-680 Рольганг аа аожнацами блюминга ........ 60 680 Рольганги могут иметь групповой или индивидуальный приводы. При групповом приводе секция рольганга, включающая от трех до десяти и более роликов /, имеет один или два общих приводных двигателя 2 (рис. 15.43, а). Групповой привод применяется для рольгангов, перемещающих короткие заготовки, когда на один ролик может приходиться почти весь вес заготовки, так как при индивидуальном приводе в этом случае потребовалась бы значительно ббльшая установленная мощность. К таким рольгангам относятся рабочие, удлинительные н приемные рольганги обжимных станов, рольганги у печей и т. д. Для транспортных рольгангов, перемещающих металл большой длины, когда вес металла распределяется между большим числом роликов /, применяется индивидуальный привод (рис. 15.43, б). Более высокая стоимость индивидуального привода в сравнекв с групповым для транспортных рольгангов компенсируется простотой его конструкции, удобством изготовления и эксплуатационной надежностью. Для этого привода обычно применяются короткозамкнутые АД с большой перегрузочной способностью, питаемые от общего преобразователя частоты с диапазоном регулирования от 10 до 60 Гц. Индивидуальный привод применяется в дяя станинных роликов. Это обусловлено тем, что при редукторном приводе станинных роликов во время проворачивания их металлом, выходящим из клети, потребовался бы большой момент, передаваемый на вал двигателя, что привело бы к быстрому износу редуктора. На современных обжимных станах индивидуальный привод роликов применяется и дли рабочих рольгангов. iji i X X X X i izl i I I 6666666 Pbc. 16.43. Рольганги с групповым и индивидуальным приводами. Момеит статического сопротивления рольганга, Н-м, состоит из момента холостого хода и момента транспортирования металла по роликам Мтр. Момент холостого хода рольганга, приведенный к валу двигатели, определяется по формуле Мх, X =2р/ПрЙшЦш/2Т1х. где вр - количество роликов рольганга; тр - масса одного ролика, кг; - диаметр шейки ролика, м; Цш - коэффициент трении Скольжении в подшипииках ролика; т)х = = 0,5 Иной - КПД редуктора при холостом ходе; Ином - КПД редуктора при номинальной нагрузке; - nepegno4Hoe отношение редуктора. Коэффициент трения Цд дли подшипников скольжении с бронзовыми вкладышами, если они ие подвержены нагреву горячим металлом, равен 0,06-0,08. При возможном нагреве подшипников металлом Цш Должеи <йлть увеличен на 50 %. КПД редукторов рольгангов Тип подшипников редуктора КПД редуктора прн номинальное нагрузке Класс Класо точности 2 твчиостн 3 Момент Транспортирования металла по роликам, Н-м, Л1тр = (*ш + / 10-*)аг1тр. где f - коэффициент трения качения металла по роликам: для холодного металла / = О, I см, для горячего / = 0,15 см; гр - КПД редуктора при транспортировании металла по рольгангу, который без большой погрешности может быть принят равным г]х; - масса металла, приходящаяся на секцию рольганга, кг. При групповом приводе рольганга масса Ми обычно принимается равной массе всего слитка /Лсд. При индивидуальвом приводе масса т., приходищаяси на отдельный ролик: Относительная масса металла на один ролик к = mjm Характеристика проката Раскат сечением свыше 1000 мм и длиной менее трех шагов рольганга ...... Полосы сечением более 2000 мм и длиной свыше трех шагов рольганга ...... Полосы сечением более 2000 мм н длиной свыше четырех шагов роликов .... Тонкие полосы и мелкосортный прокат длиной более девяти шагов роликов 0,75 Масса металла на длине утроенного шага роликов Полный момеит статического сопротивлении, Н-м, Мс=Мх-ЬМтр /irk- При чрезмерных ускорениях и замедлениях при выбросе металла из валков на ролики, при упоре металла в борты рольганга и в направляющие лииейки проводки происходит буксование (проскальзывание) роликов по металлу. Нагрузка при этом резко возрастает. Момент буксования, приведенный к валу двигателя, определяется по формуле и 2-1*6 где dp - диаметр ролика; (ig - коэффициент трении при буксовании: Коэффипиент треиия Характериствиа при буксоваивв для условвй работы холодной горвчей стала Среднее значение для скорости 5-10 м/с ....... 0;1 Среднее значение для скорости до 6 м/с........ 0,16 Предельное значение для трогания........... 0,15 0,И ОД О Качения - . Скольжения 0,98 056 0,95 0,93 Суммарный статический момевт двигателя при буксовании Мсб-КгрОТр+Ии) *ш11ш±ПмР.б<р1г/2Пиом, где верхний знак соответствует моменту буксовании, направленному по ходу движе-
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


