
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода ния состоит из системы управления СУ, пропорционально-интегрального регулятора тока возбуждения РТВ, инерционного звена для компенсации влияния вихревых токов. Контур ЭДС состоит нз И-регулятора ЭДС, блока ограничения тока возбуждения БО-ТВ, датчика ЭДС Д-ЭДС, где суммируются сигналы напряжения и тока якоря,-модульного устройства М-ЭДС, с помощью которого обратная связь по ЭДС подает сигнал неизменной полярности. Схема задания скорости содержит блок установки задания БУЗ, имеющий ручной и автоматический входы, вход тонкой регулировки скорости ТПС и вход корректировки по положению петледержателей; множительно-делительное устройство МДУ, позволяющее получить в определенном масштабе заданное значение скорости данной клети; сельсинную пару СД и СП положения переключателя отпаек трансформатора и сумматор СК, суммирующий сигналы, поступающие от шин заправочной скорости и шин совместного ускорения. Схема управления обеспечивает пуск двигателя до скорости захвата металла валками, формирует оптимальные переходные процессы при захвате металла валКами, обеспечивает увеличение частоты вращення двигателя при одновременном нахождении металла во всех клетях чистовой группы до установившейся скорости прокатки металла, подтормаживание двигателей до скорости захвата металла. Для обеспечения Эффективного и экономичного режима нодтормаживания с максимальной скорости прокатки до скорости захвата в схеме предусмотрена группа вентилей IPBH и 2РВ-Н, обеспечивающая торможение с рекуперацией энергии в сеть. Задание на уровень скорости и грубая регулировка осуществляются с помощью БУЗ шин заправочной скорости и шин совместного ускорении. После захвата металла задатчик интенсивности ЗИ выключается из цепи управления с помощью размыкающего контакта РЗИ, что обеспечивает возможность быстрого изменения скорости при перемещении рукоятки тонкой подстройки. Темп ускорения двигателя до скорости захвата невелик и занисит от настройки задатчика иитеисивности ЗИ. Для уменьшения Гка тока при пуске двигателей на входе установлены два инерционных звева. И31 служит для снижении тока двигателя прн воздействии со стороны управления, И32 - для снижения рывка и начальный момент времени разгона двигателя. ПИ-регулятор скорости позволяет получить астатическую характеристику электропривода. Для защиты (вигателя при перегрузках установлен блок БО-Т. Перегрузочная способность двигателя при ослаблении поля снижается, поэтому необходимо менять yGTHBiKy БО-Т, что осуществляется с помощью усгрсйства БИУТ. Изменение уставки тока осуществлиетси в соответствии с характеристиками /, M-f (й>). Схема управления полет осуществляется по зависимому принг аииу регулирования. На вход регулятор ЭДС подаются сигнал задания £вои и сигнал Е с датчика ЭДС. В начале разгона разница нои - £ > О, регулятор ЭДС интегрирует входной сигнал до значения ограничения узла БО-ТВ, которое выбирается из условия получения номинального тока возбуждения. Как только ЭДС двигателя Е станет больше ном. разница £ном - становится меньше нуля и будет происходить уменьшение выходного сигнала регулятора .ЭДС, а следовательно, снижение тока возбуждения двигателя. В установившемся режиме разница нои - £ = О, т. е. регулятор ЭДС сохраняет новое значение выходной величины, соответствующее уменьшенному току возбуждения. Кроме задающего и сигнала обратной связи по ЭДС, на вход системы управления-возбуждением двигателя подается коррекция изменением положения отпаек трансформатора. Для управления скоростными реяммами всей чистовой группы стана служит представленная на рис. 15.34 структурная схема системы управления. При помощи, системы управления скоростным режимом оператор устанавливает заправочные чаЬтоты вращения валков клетей в соответствии с принятой программой обжатий, конечную скорость прокаТки, а также темп ускорения и замедления чистовой группы. В схеме предусмотрен режим индивидуального торможения клетей по мере выхода из них металла. Система предусматривает перестройку скоростного режима вручную и автоматически, причем оператор может воздействовать на уставки заправочной и конечной скоростей, темп ускорения и соотношение частот вращения валков. Скорость прокатки чистовой группы клетей определяют два независимых эталонных напряжения - f/an. поступающее от шин за-праночной скорости, и £/р, поступающее от шин совместного ускорения. Напряжение Up подается на сумматор СК после входа металла во все клети через ключи индивидуального торможения КИТ, и его сигнал линейно возрастает от нуля до заранее заданного значения, определяющего рабочую скорость прот катки. Согласование частот вращения осущесв-вляется при помощи множительно-делитель-ного устройства МДУ, которое выполняет операцию умножения двух напряжений: суммы двух эталонных напряжений и индивидуального для каждой клети сигнала БУЗ. Выходное напряжение МДУ в определенном масштабе представляет заданное значение скорости каждой из клетей; БУЗ осуществляет грубую настройку скорости клети от сельсина грубой настройки СГИ. Для тонкой подстройки в пределах ± 10 % установивнгегося значения скорости используют сельсин тонкой настройки СТН. Напряжение ип снимается с блока установки задания заправочной скорости БУЗ-ЗС. Эталонное напряжение Up подается с задатчика интенсивности разгона ЗИР. Темп ускорения чистовой группы зависит от выходного сигнала блока установки темпа § 15.4] Электрогцтвод етшюв холодной прокатки ускорения БУЗ-ТУ. Рабочая скорость прокатки заджггся блоком рабочей скорости БУЗ-РС. Ограничение ЗИР зависит от разности между иапряжением задания рабочей и заправочной скоростей. В системе имеется возможность ручной Р или дистанционной Д настройки скоростных режимов. При этом приоритет принадлежит ручному управлению, когда канал дистанционного управления блокируется. С целью защиты приводных двигателей от перегрузок, которые могут возникнуть прокатку с получением высокого качества поверхности и структуры металла. Станы холодной прокатки подразделяются иа непрерывные (многоклетьевые) И реверсивные (одноклетьевые). Кроме клетей, где происходит обжатие металла, в состав стаиа входят разматыватель н моталка, которые обеспечивают смотку и намотку металла с постоянным натяжением фис. 15.35). Непрерывные станы изготовляются трех-, четырех- н пятиклетьеиыми. Трех- и четырех-клетьевые станы обычио предназначены для Клеть? 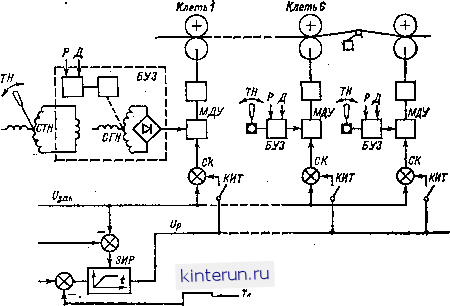
Ряс. 16.34. Структурная схема системы упрввлеиия скороотНЕШ режимом ЧжетовоА группа. В процессе разгона чистовой группы, в системе управления предусмотрен узел ограничения ускорения УОУ, который ограничивает темп ускорения вплоть до полного его пре1фащвння при перегрузке любого приводного двигателя чнстоной группы. 15.4. АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД СТАНОВ ХОЛОДНОЙ ПРОКАТКИ 15.4.1. Устройство н технологический режим станов холодной прокатки. Требования к ааектроириводу Прокатка тонкой стальной полосы толщиной менее 1 мм возможна только при холодной обработке металла. Это объясняется тем, что тонкая лента-в горячем состоянии обладает малой прочностью, и кроме того, окалина, образующаяся в процессе иагрева металла в печах, соизмерима по толщине с полосой,!! ие позволяет вести устойчивую, прокатки твердых сталей (таасформаторных, автомо№льных н др.), а пятиклетьевЕЮ для прокатки мягких сталей (жестн, кровельного железа н др.). Клети непрерывных станов в{г1Полияются четырехвалковыми н предназначены дпя получения полосы 0,2&-0,2 мм со скоростями щ)окатки 20-45 м/с. Реверсивные станы предназначены для прокатки небольших партий листов, где скорость прокатки составляет до 15 м/с. Реверсивные станы нашли широкое распространение для прокатки тонких исверхтонкигЛолос от 0,2 мм до 1-2 мкм, с высокой степенью точности по толщине. Известно, что для получения точной прокатки тонких полос !ЮОбХО-димо снижать диаметр рабочего лалка, так как требуется соблюдать соотношение Dp = (1000 -f- 2000)А, где Dp -диаметр рабочего валка; h - толщина полосы. В связи с этим для прокатки тонких и сверхтсшкнх полос требуется очень малый диаметр рабочего валка при большой длннЬ. Эго омтоя-тельство приводит к снижению жесткости валка, а следовательно, даже пря наличии двух опорных вадков очень трудно обеспечить высококачественную прокатку металла. По этой причине современные станы холодной прокатки, предназначенные для прокатки тонких полос, выполняютсяб-, 12- н 20-вал-ковымв (см. рис. 15.3, г-е). При прокатке полос в клетях, имеющих диаметр рабочего валка меньше 350-400 мм, в качестве приводных валков используют опорные валки, что упрощает конструкцию прокатной клети. Прн рассмотрении процесса прокатки следует выделить нз всего комплекса оборудования прокатного стана намоточные н разматывающие устройства, расположенные на входной и выходной сторонах стана. Основное назначение нх - стабилизация натяжения полосы прн смотке и намотке в рулон. От натяжения зависят толщина н качество поверхности прокатываемой полосы, качество 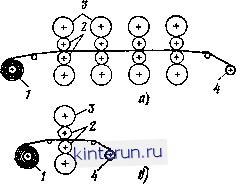 Ряо. IS.35. Стаяв холбдаой прокаткя. а непрерывные (многоклетьевые); 6 - реверсивные (одноклетьевые); / - разматыватели; 2 - рабочие велки; 3 - опорные велкн; 4 i- моталки. намоткн н количество обрывов. Обычно натяжение достигает 70% предела текучести прокатываемого металла, что приводит к созданию электроприводов намоточных устройств, имеющих мощность двигателя до 70-80 % мощности главного привода клетн. Технологический режим на станах холодной прокатки состоит нз следующих основных этапов: заправка полосы с разматывателя в рабочую клеть (или клети для непрерывных станов) н моталку; установление заданного натяжения металла; одновременный разгон двигателя клетн,разматывателя н моталки; работа на установившейся скорости прокатываемой полосы; торможенне двигателей. В процессе работы качество прокатываемой полосы во многом определяется постоянством натяжения в мета,11ле, поэтому в процессе работы целесообразно снижать время переходных процессов двигателя рабочей клети и обеспечивать такой принцип управления скоростью моталки, чтобы в период намотки (или размотки) скорость двигателя намоточных устройств изменялась в зависимости от натяжения. В соответствии с технологическими условиями прокатки к электроприводу раСЮчнх клетей н намоточных устройств как реверсивных, так и непрерывных станов предъявля- ются следующие требования: поддержание постоянства натяжения на всех участках стана в переходных и установившихся режимах; широкий диапазон регулирования скоростей, равный 10:1-30:1; плавные пуск в торможенне за минимальное время; возможность совместного н раздельного упраВ ления двигателями клетей и моталок; возможность толчковой работы и создания натяжения покоя. 1S.4.2. Электроприводы и системы питания двигателей рабочих клетей и намоточных устройств Электроприводы рабочих клетей выполняют групповыми. Для повышения жесткости системы рабочая клеть - двигатель, что обу- 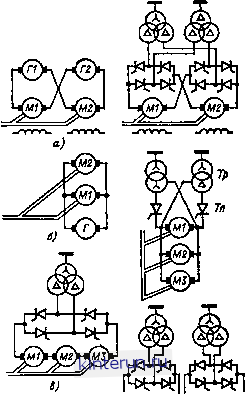 Рис. 15.36. Схемы пвтання икорных цепей двигателей. а W- перекрестные; б - параллельные; в - последовательная; г - электрически не связанная. словлквается повышением качества прокатываемой полосы, находят распространение многодвигательные электроприводы с двух-в трехъякорными двигателями в безредук-торном нсполненнн. Для намоточных устройств также характерно применение таких машиИ, что позво-
|
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


