
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода ветётвующей группы вентилей (/я, at я.н) и сигнал задания для уравнительного тока (8,у,т). обеспечивающий согласование регулировочных характеристик групп вентилей через системы фазового управления СФУ путем поддержания заданного уравнительного тока. Разделительные диоды на входе регуляторов тока обеспечивают автоматическое включение контура тока той группы вентилей, которая соответствует заданному направлению вращения. жению. Инерционность цепи обратной связи компенсируется формирующим звеном регулятора РЭ. Задающий сигнал Еном устанавливает уровень ЭДС двигателя, по достижении которого начинает ослабляться поле двигателя. Благодаря делителю /р /(в на выходеРдсохраияетсяопгимальиая настройка контура ЭДС при скорости выше основной. Блок ограничения определяет максимальный уровень магиитиого потока, равный номинальному значению. 10 к В
100000 ВАА14 ВААПОООООО BAAZO 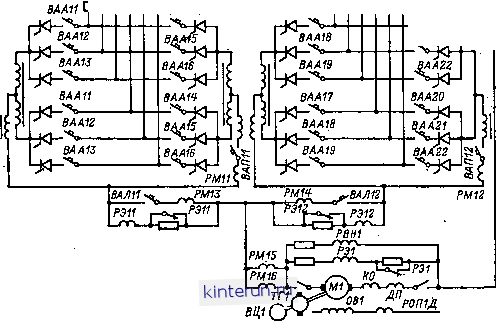 Рис. 15.20. Силовая схеиа питания двигателей горизонтальных валков слябинга 1250. Контур скорости содержит регулятор скорости РС. Делительное устройство /р, JQ> на выходе РС позволяет сохранять оптимальную настройку контура скорости при любом потоке двигателя. Регулятор мощности РМ изменяет максимальную уставку по току якоря в соответствии с перегрузочной способностью двигателей. Схема регулирования поля двигателя содержит коитур регулирования потока с ПИ-регулятором РТВ и обратной связью по потоку двигателя и контур ЭДС двигателя с пи-регулятором ЭДС РЭ. Сигнал обратной свизи, поступаюпдай на регулитор РЭ, представляет особой величину I Е i = [ Е \/ (I + рГд), где Гд - постоянная времени той части цепи якоря двигателя, с которой снимается сигнал обратной связи по напря- Выравнивание токов двигателей осуществляется путем подачи напряжения соответствующей полярности, пропорционального разности токов двигателей А/ на вход регуляторов скорости. Скорость задается сельсинным педальным командоаппаратом СКАЛ, напряжение от которого через фазочувствятельное выпрямительное устройство ФВУ поступает ва вход задатчика интенсивности ЗИ. С помощью напряжения обратной связи по току Ф достигается уменьшение темпа изменения выходного сигнала ЗИ по мере ослабления поля, благодаря чему динамический ток при разгоне и торможении поддерживается постоянным. Для образования лыжи перед захватом металла скорость нижнего валка должна быть несколько выше скорости верхнего валка. Это достигается с помощью реле РЛО, управляемого оператором с поста управления и шунтирующего часть сопротивления на входе PC нижнего валка. . Схема управления вертикальными валками строится идентично схеме горизонтальных валков, за исключением задающего узла. Узел задания скорости для вертикальных валков изображен иа рис. 15.19, б. Задающий сигнал для скорости вертикальных валков поступает от тахогенератора ТГ горизонтального валка. Узел задания скорости обеспечивает необходимое соотношение скоростей вертикальных и горизонтальных валков. Силовая схема вентильного электропривода горизонтальных валков слябинга включает два реверсивных преобразователя (по числу двигателей), каждый из которых состоит из двух нереверсивных преобразователей со встречно-параллельной схемой соединения. Нереверсивные преобразователи собраны по эквивалентной 12-фазной схеме выпрямления. На рис. 15.20 представлеиа схема питания одного из дангателей, поскольку обе схемы идентичны. В схемах электроприводов реверсивных станов предусматривается следующаи электрическая защита: максимально-токовая от мгновенной перегрузки по току (реле РМП- РМ16), от обратных зажиганий или пробоя вентилей (ВААИ - ВАА22), от аварийных токов в уравнительных контурах (ВАПП, ВАП12), от аварийных токов в якорной цепи даигателя (ВАЛИ, ВАЛ12), минимально-токовая от обрыва цепи обмотки возбуждения даигателя (Р0П1Д), от чрезмерного повышения напряжения на двигателе (РВН1), от чрезмерного повышения скорости (центробежные реле ВЦ1), от включения линейных автоматов BAJlll и ВАЛ12 при отключенном, но вращающемся двигателе, пря наличии напряжения на двигателе (РЭ1) и на преобразователе (РЭ11, РЭ12). 15.3. АВТОМАТИЗИРОВАННЫЙ ЭЛЕКТРОПРИВОД НЕПРЕРЫВНЫХ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ 15.3.1. Технологические и конструктивные особенности непре лвных станов горячей прокатки Наиболее прогрессивной формой прокат-кн-для увеличения производительности стана и получения высокого качества проката является непрерывная прокатка металла, прн которой прокатываемая заготовка одновременно находится в даух нли более клетях, образуя непрерывную группу клетей (см. рис. 15.2, г). Наличие непрерывной группы, входящей в состав полунепрерывных и непрерывных станов различного назначения и состоящей из большого количества клетей, позволяет вести прокатку в одном направлении, когда в каждой из клетей заготовка обжимается только I раз. Основными особенностями непрерывного процесса являются: одновременное нахожде- ние металла в нескольких клетях; ударное приложение нагрузки, связанное с захватом металла валками яа полной рабочей скорости. В своевременных быстроходных широкополосных станах захват происходит на промежуточной скорости, равной 10-12 м/с, и затем металлразгоняется во всей группе до скорости 18-21 м/с. Основным условием непрерывной прокатки является постоянство секундного объема металла по клетям (рис. 15.21) в установившихся и переходных процессах, т. е. SiVi = SaOa = - = S o = const, где Si,... .... S и Vi, v -сечение металла и линейная скорость даижеиии металла перед входом в соответствующую клеть. В зависимости от соотношения скоростей вращения валков смежных клетей возможны три режима прокатки: свободааи прокатка, когда Uj/oi = N или щ/щ = N (I + Si)/ (1 -f Si); прокатка с натяжением металла. PfyVt Ргр: Рис. 15.31. Схеиа прокатка в трех валках. когда Oj/oj > N или oog/osi > N (I + S,/) (I + S2); прокатка со сжатием металла (для тонких профилей с образованием петли), когда Vt/vi<N илн Oa/(>)i</V(H-Si)/(l+Sa), где N = Si/Sa - коэффициент вытяжки; Si и 5г - опережение металла; щ и Шг - угловые скорости иращения валков. Наиболее предпочтительной является свободная прокатка, обеспечивающая наилучшее заполнение калибра металлом и образующая точный требуемый профиль проката. Однако такой внд 1рокатки является неустойчивым, и его трудао длительно поддерживать. Прокатка с натяжением приводит к вытяжке металла, поэтому необходимо иметь по возможности минимальное и постоянное значение яатяжеяня для получения минимальной разнотолцщнностн металла по длине. Для широкополосных станов, где отсутствует калибр в валках, дли устойчивости технологического процесса необходимо вести прокатку с натяжением. Прокатка со сжатием (подпором) характерна для толстых заготовок в заготовочных, крупносортовых станах, черновых группах мелкосортовых станов. Этот вид прокатки опасен при сильном сжатии из-за возможной поломки валков. Прокатка с петлей характерна для мелкосортовых и проволочных станов, обеспечивает хорошее заполнение калибров в хле-тях. При большой длине заготовки ner;yi может образоваться чрезмерно большой, поэтому существуют специальные регуляторы, контролирующие длину. Основные условия непрерывной прокатки поддержания постоянства секундного объема металла дойжиы соблюдаться как в уста-нрвившихся, так и в переходных процессах, Пч>еходиые процессы связаны с ударным при- Широкополосные стаиы горячей прокатка выполняются из двух групп: черновой - 4-5 клетей, расположенных последовательно, и чистовой - 6-7 клетей в непре 1Ввом исполнения (рис. 15.24). Широкополосные 7-якать 2~яклеть
Рис. 15.22. Графики переходных процессов в двух смежных клетях после захвата металла валками ложением нагрузки, поэтому необходимо предъявлять определенные требования к характеру переходного процесса для соблюдения качественного технологического режима., На рис. 15.22 показаны графики протекания переходного процесса в двух смежных клетях после захвата металла валками. Из графиков видно, что в периоды времени ti - <а и а - h возможно растяжение металла, в периоды ti - н 4 - <5 -сжатие металла. Очевидно, t 2 Рис. 15.23. Схема расположения клетей непре рывиого заготовочного става 900/700/500. / - обжимная группа; 2 - черновая группа: г - чистовая группа: а ~- горизоитальвые валкн; в - вертикальные валки. В процессе работы необходимо свести эти усилия к минимальным значениям, поэтому переходный процесс должен быть минимален по времени и,по перерегулированию. Непрерывные группы клетей входят в состав заготовочных, сортовых, проволочные, листовых станов горячей и холодной прокатки и некоторых других. Заготовочные стаиы последних модификаций выполняются иепрфывного типа с чередующимися рабочими клетями, с горизонтальными и вертикальными валками я ни-дивИдуальиыми главными приводами, разделенными на две непрерывные группы (рве. 15.23) и рейсе на три группы с с)бщим количеством клетей 10-14. В черновой группе дааметр валков 700-850 мм, а в чистовой Группе - 900-600 мм. Выходная сидюсть - до 7 м/с с прокаткой в реясиме йатяжеяия. Диапазон регулирования скорости D - 3 : 1. 12 S 4 3 Рис. 15.24. Схема расположения клетей широкополосного стана 2000. / - окалииоломателн; 2 - черновая группа; 3 - чистовая группа; 4 я 5 - приемный и выходные рольганги. станы имеют длину бочю! валка 1000- 2500 мм, диаметр рабочих валков чистовой группы 500-600 мм при скорости прокатки на выходе из последней клети 10-20 м/с с диапазоном регулирования скорости 0 = = 2:1. Последние модели широкополосных станов обеспечивают прокатку с разгоном металла, так как захват металла широкой полосы при скоростях более 12 м/с затрудаи- D D!d:d -в-в-B-fr -а-в-й- Рис. 15.25. Схема расположения клетей полуве-прерывиого крупносортового става 6вв, телен. Отсутствие калибра в листовых станах для обеспечения устойчивости полосы в валках заставляет вести прокатку с натяжением. Дли фиксации уровня натяжения между клетями устанавливаются петлерегуляторы, создающие силовую петлю в металле. Тогда по уровню отклонения петлерегулятора фиксируется иатяжеиие. тщ1 tnot во; 1 г Рнс. 15.26. Схеиа расположения клетей непрерывного нелкосортового стана. / - черновая группа; 2 промежуточная rpgm-па; 3 Г-. чистовая группа. Сортовые станы непрерывного действия можно подразделить иа крупиосортовые, среднесортовые и мелкосортовые. Крупиосортовые станы строятся в основном полунепрерывного типа (рис. 15.25). Рабские клети выполняются с горнзонтальнымп и вертикальными валками, расположевяыми в несколько линий. Скорость прокатки до 10 м/с. Диаметр рабочих валков 600-ЭОО.мм. Диапазон регулирования обычно О == 2 : 1. Среднесортовые и мелкосортовые станы непрерывного действия могут выполиитьси иак в одну (рис. 15.26), так и в несколько ииток, т. е.когда в одной клети одновршлен- 5529
|
|||||||||||||||
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


