
|
|
Разделы
 Рекомендуем
|
Автоматическая электрика Структура электропривода Сталеплавильное вроизвовство  Рельсобалонный. стан Заготовочный, стан
Ln,00 Рис. 15.1. Общий схема прокатного производства.  а.) е) 1} . Й- WW Рис. 15.2. Классификация прокатных cYanoa по числу и расположению рабочих клетей. а - одноклетьевые; б - линейные; в - последовательные; г - непрерывные; д, i- полунепрерывные; ж -- зигзагообразные; з шахматные. 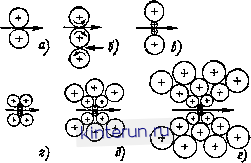 Рис. 15.3. Классификация прокатных станов по числу валков. а - двухвалковые; 6 - трехвалковые; е - че-тырехвалковые: г - шестивалковые; д - двенад-дативалковые: е двадцативалковые. Таблица 15.1. Св деиия о прокатных стаиах
I I I Клети, в которых происходит основная обработка металла, т. е. изменение геометрических размеров заготовки, классифицируют по количеству и расположению валков, по режиму работы. ГЬ количеству валков клети прокатных станов разделяются на двухвалковые, - Трехвалковые, четырехвалковые и многовалковые (рис. 15.3). Приводными являются, как правило, рабочие валки, в которых происходит обжатие металла. В многовалковых в качестве приводных используют как рабочие, так н опорные валки. По расположению валков клети выполняют с горизонтальными, вертикальными и косыми валками. Некоторые клети имеют как горизонтальные, так и вертикальные валки. Дух-валков>1е (рис. 15.3, а) и трехвалковые (рис. 15.3, б) клети применяются в тех случаях, когда отношение диаметра рабочего валка к его длине DJLb > 0,4, что обеспечивает достаточную жесткость валка иа изгиб. Такие клети устанавливают иа обжимных, заготовочных, сортовых и трубных станах. Трехвалковаи клеть имеет один двигатель, двухвалковая клеть может иметь одни илн даа двигателя с индивидуальным или групповым приводом рабочих валков. Четырехвалковые клети (рис. 15.3, в), кроме двух рабочих, выполияюпще обжатие металла валков, имеют два опорных валка, что позволяет повысить жесткость рабочих валнвв. Приводными являются рабочие валки прн индивидуальном питании через шестеренные клети. В зависимости от мощности привода используют один или два двигателя, соединенных механически иа одном валу. Шести-, даенадцати- н двадцативалковые клети (рис. 15.3, г-е), кроме двух рабочих валков, имеют 4, 10 и 18 опорных валков, обеспечиваюпшх высокую жесткость рабочих валков не только по вертикальной оси. Такие клети служат длн прокатки тончайшей ленты толщиной менее 0,1 мм. Приводными валками являются как рабочие, так и опорные валки при индивидуальном и групповом питании. Используютси для станов холодной прокатки. Дли электропривода клетей большинства прокатных станов можно выделить три вида движения электроприводов - нереверсивное нерегулируемое, нереверсивное регулируемое н реверсивное регулируем. Нереверсивные нерегулируемые двигатели устанавливают длн черновых групп листовых станов горячей прокатки, шахматных и зигзагообразных станов для производства сортового металла и некоторых других; нереверсивные регулируемые двигатели используютси иа станах, имеюшдах непрерьюные группы прокатки; реверсивные приводы широко используются в обжимных станах, иа станах холодной прокатки и т. д. В табл. 15.1 приводятся сводные данные для различных станов, в которых даютси сведения по наиболее характерным классификационным признакам прокатного произ- ВОДСТРЯ Ш Шк.ла 434 15.1.2. Определение момента прокатка Для определения нагрузки прокатного двигателя необходимо знать энергию, которая идет tia изменение формы заготовки, т. е. определить усилия давлении или момент прокатки, создаваемые в процессе обработки металла. Существуют два способа определения момента прокатки: аналитический по эмпирическим формулам и с использованием кривых удельного расхода энергии иа тонну проката. Аналитический метод расчета момента прокатки. Для прокатки металла необходимо к заготовке через валки приложить внешнюю силу, преодолевающую внутреннее сопротивление деформации. Полное давление металла на один валок можно определить, как f=FcpS. (15.1) где fcp -среднее давление металла иа валки, МПа; S - поверхность соприкосновения металла с одним валком, мм Значение среднего давления Fp зависит от многих факторов: химического состава 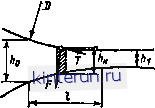 Рис. 15.4. Зона дефориации металла в процессе прокатки. и температуры металла, зиачеиия обжатии, толщины заготовки, скорости прокатки, коэффициента трения н т. д. Современные методы расчета давления прн прокатке основаны на теории пластичности. На рис. 15.4 приведена зоиа деформации металла в процессе прокатки. Для расчета давления металла иа валки широкое распростраиеиие нашли формулы А. И. Целикова. В общем случае прокатки формула для определения среднего давления .металла иа валки Fcp имеет внд: 2*1 /МГГЫ- Ui )i\fh 1 (15.2) где 1,15 о, - сопротивление металла деформации, МПа; о, - предел текучести металла, МПа; - толщина металла после прохода, мм; - толщина металла в нейтральном сечении, мм; h - - Д1 - обжатие, мм. Толщина раската в нейтральном сечении находится из соотношения Л, где l-bK(6 -l)(ft,7ftJ в+1 2D (15.3) 2(11 д--коэффиаиевт;, }1 - коэффициент Тренин металла о валки;
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
© 2010 KinteRun.ru автоматическая электрика
Копирование материалов разрешено при наличии активной ссылки. |


